How to Hold Small Parts Cut on CNC
In the field of Swiss-type lathe precision machining, holding small parts cut by CNC (such as shaft sleeves with diameter ≤5mm and gaskets with thickness ≤1mm) is a key challenge to ensure product qualification rates. These parts are prone to falling off or damage due to cutting forces, vibration, or electrostatic adsorption. Scientific process solutions can increase the part holding success rate to over 98%. The following details the full-process technical solutions from fixture design to static control based on the factory’s 12 years of practice.
I. Special Fixture Design Technology
1. Micro-Part Clamping Solutions
* Elastic Jaw Design: Adopt three-lobe elastic jaws (opening 0.1–0.3mm) with clamping force controlled at 2–5N to avoid deformation of thin-walled parts (wall thickness ≤0.5mm);
* Vacuum Adsorption Device: Use porous vacuum chucks (pore diameter 0.5mm, vacuum degree ≥-0.08MPa) for thin parts (such as 0.8mm aluminum sheets).
2. Cutting Force Balance Design
* Symmetric Cutting: For symmetric structure parts, adopt dual-spindle synchronous cutting (such as turning φ3mm shafts at both ends simultaneously) to offset radial forces;
* Vibration-Damping Pad: Install polyurethane pads (hardness Shore A 50–60) at the bottom of the fixture to reduce cutting vibration amplitude ≤0.005mm.
II. Cutting Process Optimization
1. Tool and Parameter Selection
When machining different types of small parts, select appropriate tool materials and set corresponding spindle speeds and feed rates:
* Steel Small Shafts: Use ceramic tools, spindle speed 15,000–20,000r/min, feed rate 0.02–0.05mm/r;
* Aluminum Thin Sheets: Use PCD tools, spindle speed 25,000–30,000r/min, feed rate 0.01–0.03mm/r.
2. Chip Breaking and Removal Control
* Chip Breaker Groove Design: Machine V-shaped chip breaker grooves (0.3mm wide × 0.2mm deep) on the tool rake face to ensure chip length ≤5mm;
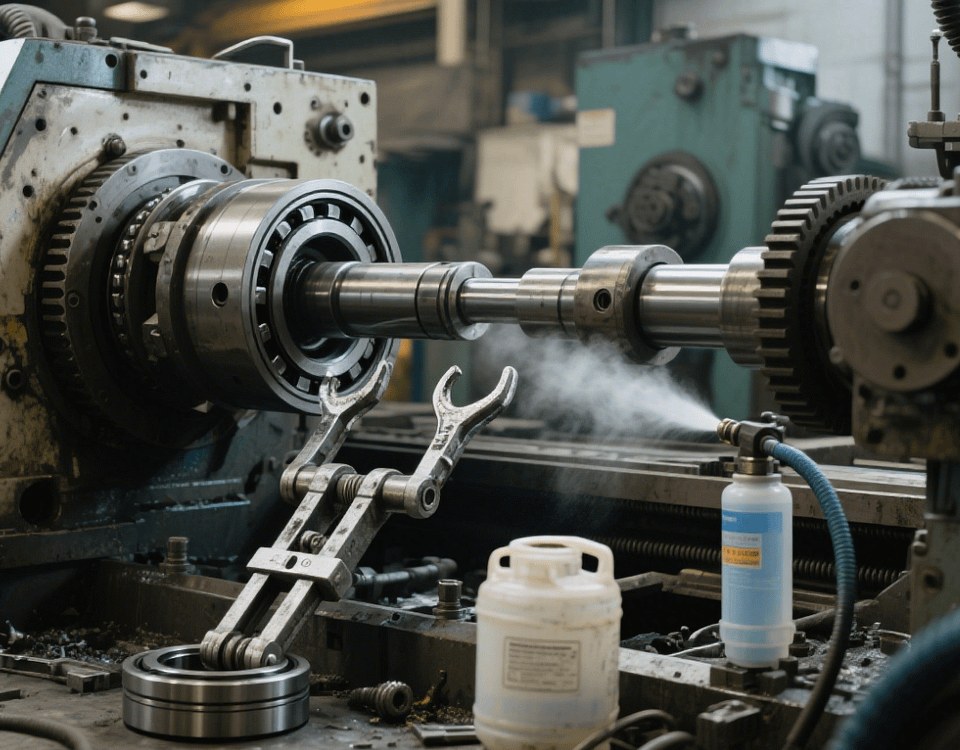
* High-Pressure Cutting Fluid: Use 2–5MPa high-pressure cutting fluid (emulsions concentration 5–8%) sprayed along the tool tangential direction, increasing chip removal efficiency by 40%.
III. Static and Adsorption Control
1. Static Elimination Solutions
* Ion Air Gun: Install high-frequency ion air guns in the machining area (elimination time ≤1s) to control static voltage within ±100V;
* Grounding Design: Ground the fixture base through copper braided belts (cross-sectional area ≥2.5mm²) with grounding resistance ≤1Ω.
2. Anti-Adsorption Measures
* Air Blowing Device: Set 0.3–0.5MPa compressed air nozzles (diameter 1mm) behind the tool to blow off adhered chips;
* Anti-Adhesion Coating: Spray Teflon coatings (thickness 5–10μm) on fixture contact surfaces to reduce part adsorption probability.
IV. Automated Material Collection System
1. Graded Material Collection Design
1. Primary Material Collection: Set inclined material guide grooves (angle 30–45°) below the machining area to guide parts into buffer boxes;
2. Secondary Sorting: Use vibrating plates (amplitude 0.5–1mm) with photoelectric sensors to remove deformed parts.
2. Soft Contact Design
* Buffer Materials: Line material collection boxes with silicone pads (hardness Shore A 30–40) to ensure no damage when parts fall from heights ≤200mm;
* Manipulator Picking: Adopt negative pressure adsorption manipulators (suction force ≤1N) with visual positioning (accuracy ±0.02mm) for part picking.
V. Typical Case: φ2mm Stainless Steel Shaft Holding Solution
1. Fixture Scheme: Use four-lobe elastic jaws (clamping force 3N) with 0.5mm thick rubber pads at the bottom;
2. Cutting Parameters: Ceramic tools (CC6060), spindle speed 18,000r/min, feed rate 0.03mm/r;
3. Static Control: Ion air guns work continuously, static voltage stable at ±80V;
4. Material Collection System: Inclined guide groove + silicone buffer box, part integrity rate 99.2%.
In CNC machining of small parts, the collaboration of fixture innovation, process optimization, and automated material collection enables stable holding of micro-parts. Our factory is equipped with dedicated micro-part machining units integrated with vacuum adsorption fixtures and ion air static elimination systems. We have processed over 1 million precision small parts for customers in industries such as electronic connectors and medical catheters. The holding process is ISO 9001 certified, ensuring 100% traceability of delivered parts.