How to CNC Cut Thin-Wall Parts
In the field of precision parts machining with Swiss-type lathes, CNC cutting of thin-wall parts is a highly challenging process. These parts (wall thickness ≤2mm) are widely used in aerospace, medical equipment, and other fields due to lightweight requirements, but their easy deformation and poor rigidity pose strict requirements for machining accuracy. The following details the key technologies and full-process solutions for CNC cutting of thin-wall parts based on factory practices.
I. Preliminary Process Planning
1. Material and Structure Analysis
* Material Selection: Commonly used lightweight materials such as aluminum alloy (e.g., 7075) and titanium alloy (Ti-6Al-4V) should be selected, with attention paid to the influence of material thermal expansion coefficients (e.g., aluminum alloy 23.6×10⁻⁶/℃) on deformation.
* Structure Optimization: For easily deformable structures such as U-shaped and frame-shaped ones, process supports (e.g., rib thickness ≥0.5mm) should be added at the design stage to reduce rigidity insufficiency during cutting.
2. Clamping Scheme Design
* Vacuum Adsorption: Suitable for plate-type thin-wall parts (area >100mm×100mm) with uniform adsorption force distribution (pressure ≥0.08MPa);
* Elastic Fixtures: Spring-type jaws (clamping force ≤5N) are used to avoid local deformation caused by rigid clamping.
II. Key Parameters for CNC Cutting
During CNC cutting of thin-wall parts, parameters for different machining stages should be set scientifically:
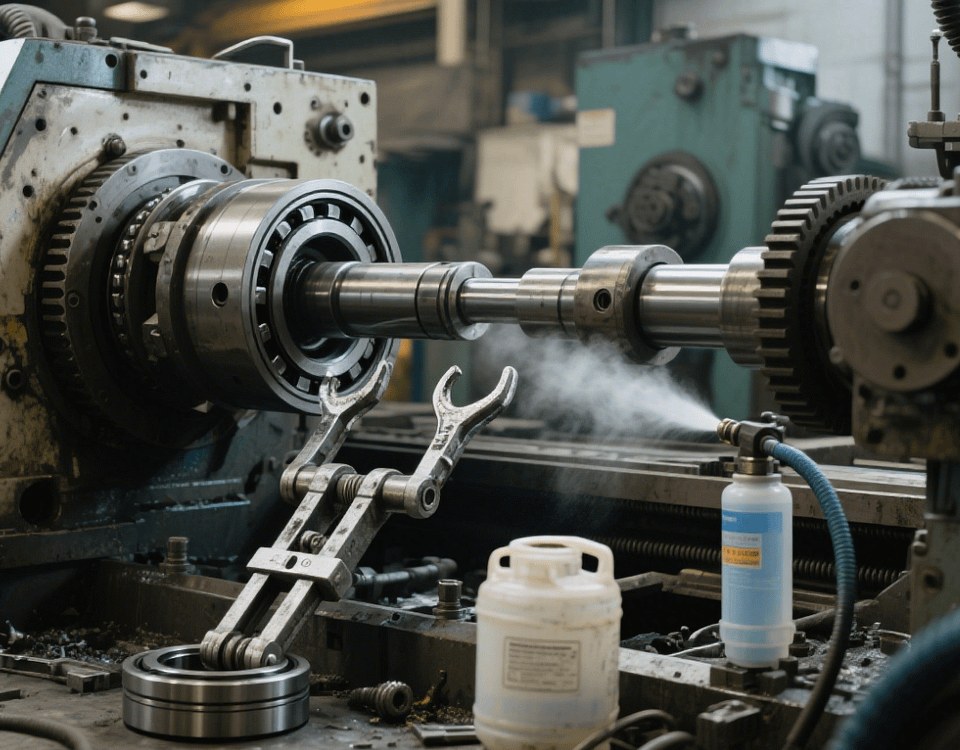
* Layered Rough Cutting Stage: The spindle speed is controlled at 12,000-18,000r/min, the feed rate is 0.08-0.15mm/r, the cutting depth is 0.3-0.8mm, and the cooling method is low-temperature minimum quantity lubrication (-10℃ MQL).
* Precision Cutting Stage: The spindle speed is increased to 18,000-25,000r/min, the feed rate is reduced to 0.03-0.08mm/r, the cutting depth is 0.1-0.3mm, and the cooling method is liquid nitrogen spray cooling (-196℃).
III. Cutting Technology Optimization
1. Tool and Path Strategies
* Tool Selection: Use small-diameter cemented carbide end mills (φ3-φ6mm) with a tool edge arc radius ≤0.02mm to reduce cutting resistance;
* Spiral Interpolation: Adopt G02/G03 spiral tool entry instead of vertical tool entry to reduce axial cutting force by more than 30%.
2. Deformation Control Technologies
* Temperature Management: Suppress thermal deformation through infrared temperature measurement (real-time monitoring ≤80℃) and segmented cutting (30-second heat dissipation interval for each segment);
* Vibration Suppression: The tool overhang ratio is <3:1, combined with the machine tool dynamic vibration reduction system (such as FANUC’s SV vibration reduction function).
IV. Quality Inspection and Compensation
1. On-line Inspection
* Laser Vibration Meter: Real-time monitoring of cutting vibration (amplitude ≤5μm), and automatic adjustment of feed rate when exceeding the limit;
* Strain Gage Monitoring: Strain gages (accuracy ±0.1με) are pasted in thin-wall areas to feedback deformation trends.
2. Error Compensation
* Program Correction: According to the first-piece inspection data (such as wall thickness out-of-tolerance +0.05mm), add compensation (G10 L12 P1 X-0.05) in the G code;
* Tooling Adjustment: Add auxiliary supports (such as magnetic temporary pads) to repeatedly deformed parts.
V. Typical Case: Aerospace Aluminum Alloy Thin-Wall Frame
Processing scheme for a certain type of aircraft engine thin-wall frame (wall thickness 1.5mm, size 300mm×200mm):
1. Adopt a five-axis CNC machining center for 5-layer cutting (0.5mm per layer);
2. Clamping uses 4 groups of vacuum chucks (distributed in non-machining areas), with 2 elastic supports;
3. In the precision cutting stage, 0.05mm cutting depth + liquid nitrogen cooling is adopted, and the final wall thickness tolerance is controlled within ±0.03mm, and flatness ≤0.05mm/m.
In CNC cutting of thin-wall parts, the deformation bottleneck of traditional machining can be broken through the synergistic effect of clamping optimization, parameter matching, and real-time monitoring. Our factory has 15 years of experience in machining precision thin-wall parts, equipped with constant temperature workshops and five-axis machining equipment, providing customers with full-process solutions from process design to finished product delivery.